



Schimmelspezifikationen
|
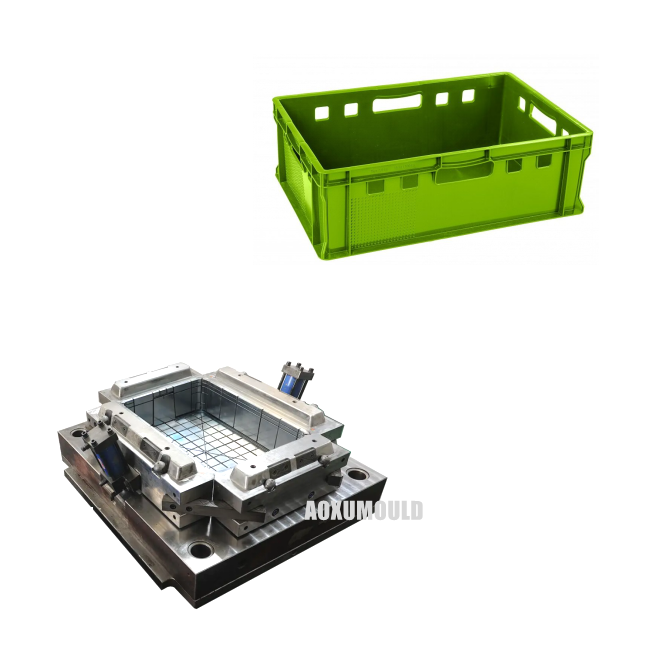
Schimmelpilzname |
Kunststoff -Hochleistungskistenform |
|
Produktmaterial |
HDPE/pp |
|
Produktgröße |
600 x 400 x 140 mm |
|
Schimmelmaterial für Hohlraum &. Kern |
P20/718H/H13/2738 |
|
NOS von Hohlraum |
1 Hohlraum |
|
Injektionssystem |
Heißer Läufer |
|
Geeignete Injektionsmaschine |
450T |
|
Schimmelpilzgröße |
1050x680x550mm |
|
Schimmelgewicht |
3500 kg |
|
Schimmellebensdauer |
mehr als 500, 000 pcs |
|
Lieferzeit |
50 Tage |
Dicke der Kunststoff-Hochleistungskiste

Die Dicke eines Kunststoff-Hochleistungskisten liegt typischerweise von 3 mm bis 8 mm, abhängig von Design, Material und beabsichtigter Verwendung. Hier ist ein detaillierter Zusammenbruch:
1. Material:
- Zu den häufigen Kunststoffen gehören HDPE (Polyethylen mit hoher Dichte) oder PP (Polypropylen). HDPE wird aufgrund seiner Starrheit und Aufprallfestigkeit häufig für Hochleistungsanwendungen bevorzugt.
2. Entwurfsfaktoren:
- Gleichmäßige Dicke: Wände und Basis sind normalerweise 4 bis 6 mm für Standardkisten.
- Verstärkung: Rippen, doppelwandige Konstruktion oder Eckverstärkung können leicht dünnere Wände (z. B. 3–5 mm) ermöglichen, während die Festigkeit aufrechterhalten wird.
- Kritische Bereiche: Basen und tragende Kanten können dicker (bis zu 8 mm) für zusätzliche Haltbarkeit sein.
3. Herstellungsprozess:
- Injektionsformung: Erzeugt normalerweise Wände 2–6 mm dick aufgrund von Materialfluss und Kühlbeschränkungen.
- Rotationsformung: Ermöglicht dickere Wände (bis 12+ mm), ist aber für Kisten weniger verbreitet.
4. Belastungskapazität:
- Kisten, die für extreme Lasten (z. B. Automobil- oder Industrieteile) ausgelegt sind, können in kritischen Abschnitten 6 mm überschreiten.
- Kleinere Kisten verwenden möglicherweise 3–4 mm Wände, während größere Kisten für strukturelle Integrität 5–8 mm benötigen.
5. Branchenbeispiele:
- Standard-Schwerlast: 4–6 mm Wände.
- Spezialisiert/industriell: bis zu 8 mm oder mehr für Hochstressgebiete.
Warum HDPE &. PP-Materialien für hochrangige Plastikkisten?

Bei der Auswahl zwischen HDPE (Polyethylen mit hoher Dichte) und PP (Polypropylen) für hochrangige Kunststoffkisten hängt die Auswahl von den Anwendungsanforderungen, Umgebungsbedingungen und Lastanforderungen ab. Hier ist ein detaillierter Vergleich:
2. Warum HDPE für Hochleistungskisten wählen?
- Schlagfestigkeit: Ideal für das raue Handling, Stapeln und Abfallen (z. B. Logistik, Landwirtschaft).
- Kaltumgebungen: Hält die Festigkeit bei Temperaturen unter Null (z. B. Kühlspeicher, gekühlter Transport).
- Steifheit: Aufrechterhaltung der Form unter schweren Lasten (z. B. Automobilteilen, Maschinen).
- Recyclingabilität: weit verbreitete Recycled und ist damit umweltfreundlich für nachhaltige Lieferketten.
3. Warum PP für Hochleistungskisten wählen?
- Chemische Exposition: Am besten für Kisten, die Öle, Kraftstoffe oder korrosive Substanzen aufbewahren (z. B. Chemische Industrie).
- Hochtemperaturanwendung: Geeignet für die Sterilisation (z. B. Lebensmittelverarbeitung, medizinische Geräte).
- Flexibilität: Besser für sich wiederholende Stress (z. B. Klappdeckel, faltbare Designs).
-Kosteneffizienz: oft billiger für die Produktion mit hoher Volumen.
Wie erstellt man Schimmel für eine schwere Plastikkiste?

Die Schaffung einer hochkarätigen Kunststoffkistenform beinhaltet Präzisionstechnik, Materialauswahl und Fertigungsexpertise. Unten finden Sie eine Schritt-für-Schritt-Anleitung zum Entwerfen und Erstellen einer dauerhaften, qualitativ hochwertigen Form:
1. Entwurfsphase
A. Anforderungen definieren
- Kistenspezifikationen: Größe, Ladungskapazität, Wandstärke (typischerweise 4–8 mm) und Geometrie (Rippen, Griffe, Stapelfunktionen).
- Material: Wählen Sie den Kunststoff (z. B. HDPE, PP) und erklären Sie die Schrumpfraten während des Abkühlens.
-Moulding Process: Entscheiden Sie sich für Injektionsformteile
B. CAD -Design
- Verwenden Sie die 3D -CAD -Software (z. B. SolidWorks, AutoCAD), um die Kiste und Schimmelpilze zu modellieren.
- Fügen Sie den Entwurfswinkeln (1–3 Grad) zum einfachen Ausstoß ein.
- Entwerfen Sie Rippen und Eckverstärkungen, um die Festigkeit zu verbessern, ohne die Wandstärke zu erhöhen.
- Fügen Sie Ejektorstiftpositionen, Kühlkanäle und Entlüftung hinzu, um Mängel zu verhindern.
2. Auswahl von Schimmelmaterial
Wählen Sie hochwertiger Stahl basierend auf Haltbarkeit und Produktionsvolumen:
- Stahlformen:
- P20 oder H13 -Stahl für hohe Verschleißfestigkeit (ideal für 100, 000+ Zyklen).
- Ausgehärtet für Langlebigkeit.
3. Schimmelherstellungsstufen
A. Kern- und Hohlraumbearbeitung
- Verwenden Sie die CNC -Bearbeitung, um den Kern- (männlichen) und Hohlraumteile der Form zu erstellen.
- Gewährleisten Sie glatte Oberflächen (Politur bis SPI-A1/A2-Finish), um Defekte wie Strömungsleitungen zu vermeiden.
B. Integration des Kühlsystems
- Kühlkanäle einbetten, um die Temperatur zu regulieren und die Zykluszeit zu verkürzen.
- Optimieren Sie das Kanallayout für einheitliche Abkühlung (verhindert das Verziehen).
C. Ausstoßsystem
- Installieren Sie Auswerferstifte und Platten, um die Kiste nach dem Abkühlen aus der Form zu schieben.
- Stellen Sie sicher, dass die Stifte positioniert sind, um sichtbare Markierungen auf kritischen Oberflächen zu vermeiden.
D. Entlüftung
- Fügen Sie Micro-Gaps hinzu (0. 0 2–0,04 mm), damit ein gefangenes Luft/Gas entweichen und Verbrennungen oder Hohlräume verhindern können.
e. Oberflächenbehandlungen
- Tragen Sie Beschichtungen (z. B. Nitriding, Chrombeschichtung) auf, um den Verschleiß zu verringern und die Freisetzung zu verbessern.
4. Prototyping und Test
- Injektionsversuche:
- Überprüfen Sie, ob Sie Mängel (Waschbecken, Warping, Blitz) überprüfen.
- Temperatur, Druck und Kühlzeit einstellen.
- Lastprüfung: Überprüfen Sie, ob die Kiste die Stärkeanforderungen erfüllt.
5. Produktionsformmontage
- Zusammenstellen von Kern-, Hohlraum-, Ejektorsystem- und Kühlkomponenten.
- Die Form auf einer Injektionsformmaschine montieren (z. B. 500 - 2000- Tonne Klemmkraft für große Kisten).
6. Schlüsselüberlegungen
A. Wanddicke Konsistenz
- Vermeiden Sie abrupte Änderungen der Dicke, um die Spülenspuren vorzubeugen.
- Verwenden Sie Rippen (50–60% der Basisdicke) zur Verstärkung.
B. Gate Design
- Positionieren Sie die Tore (Einstiegspunkte für geschmolzenes Kunststoff), um einen gleichmäßigen Fluss zu gewährleisten.
- Verwenden Sie Hot Runner -Systeme für große Kisten, um Abfall zu reduzieren.
C. Stapelfunktionen
- Entwerfen Sie ineinandergreifende Deckel oder Stapelfelgen direkt in die Form.
7. Nachbearbeitung
- CNC -Bearbeitung: Verfeinern kritischer Bereiche (z. B. Griffe, Ecken).
- EDM (elektrische Entladungsbearbeitung): Für komplizierte Details oder Texturierung.
Wie formt man Plastikkisten?
Schimmelkomponenten
Schimmelstahl

Heiß Läufer System

Standardteile

Paket &. Lieferung

Feedback der Kunden

Warum uns wählen?
Wir sind spezialisiert auf die Herstellung von präzisionsmotorierten Formen für Plastikkisten in Industriequalität, um Haltbarkeit, Effizienz und Wert zu gewährleisten. Folgendes zeichnet uns aus:
1. Expertise im Hochleistungsdesign
- Branchenspezifisches Wissen: Über 15 Jahre Erfahrung beim Entwerfen von Formen für Automobil-, Logistik- und Agrarsektoren, optimiert für Lastkapazitäten bis 1, 000+ lbs.
- Materielles Meisterschaft: Fortgeschrittenes Verständnis von HDPE-, PP- und verstärkten Kunststoffen, um sicherzustellen, dass Formen Kisten mit präziser Dicke (3–8 mm) und Aufprallwiderstand erzeugen.
2. TEIDEKTETELTECHNOLOGEL
- Simulationssoftware: Werkzeuge wie Formmeldflow, Ablauf, Kühlung und Spannungspunkte, um Defekte zu beseitigen und die Langlebigkeit der Form zu verbessern.
- Hochvorbereitungsbearbeitung: CNC, EDM und 5- Achsenfräsen für makellose Hohlraum-Oberflächen und enge Toleranzen (± 0. 01 mm).
3. Anpassung und Flexibilität
- MEMAKED-Lösungen: Anpassen von Designs für doppelwandige Kisten, zusammenklappbare Merkmale oder verstärkte Rippen, um Ihre genauen Anforderungen zu erfüllen.
-Schnellprototyping: Beschleunigung von Zeit-to-Markt-Market mit 3D-gedruckten Formproben zum Testen und Validieren.
4. Robuste Qualitätssicherung
- Rigorose Tests: Formen unterliegen Zyklusstests und Lastsimulationen in der Praxis, um die Absturzbeständigkeit und Langlebigkeit zu gewährleisten.
5. Kosten- und Zeiteffizienz
- Optimierte Produktion: Schimmelpilzdesigns minimieren Materialverschwendung und Zykluszeiten und senken Ihre Kosten pro Einheit.
- schneller Turnaround: Straffende Workflows liefern in 30–45 Tagen hochwertige Formen, selbst für komplexe Geometrien.
6. End-to-End-Unterstützung
- Lebensdauer Wartung: Zu den Nachverkaufsdiensten gehören Fehlerbehebung, Reparaturen und Oberflächenpolieren, um die Lebensdauer der Schimmelpilze zu verlängern.
- Nachhaltigkeitsfokus: Entwürfe priorisieren recycelbare Materialien und energieeffiziente Produktionsprozesse.
7. Nachgewiesene Erfolgsbilanz - Fallstudien: Zu den Erfolgsgeschichten gehören Kisten mit Kfz -Teilen mit 8 mm verstärkten Basen und zusammenklappbaren Designs, wobei die Versandkosten um 40%gesenkt werden.
Dieser Ansatz beleuchtet technische Stärken, kundenorientierte Lösungen und reale Ergebnisse, während sie Schmerzpunkte wie Kosten, Qualität und Zuverlässigkeit ansprechen.





