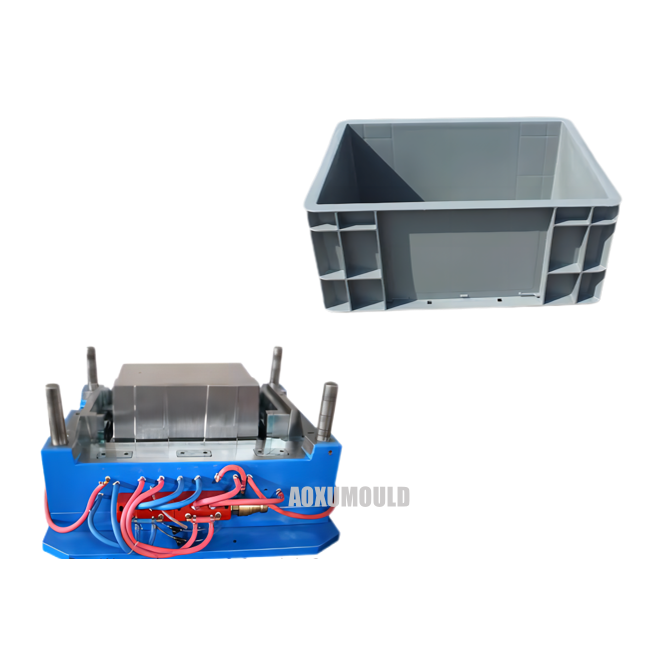


Formspezifikationen
|
Formname |
Kunststoff-Wendekistenform |
|
Produktmaterial |
HDPE, Kunststoff |
|
Produktgröße |
550 x 380 x 180 mm |
|
Produktgewicht |
450g |
|
Formstoff für Hohlraum u. Kern |
C45, P20, 718, 2738 |
|
Formboden |
C45 |
|
Einspritzsystem |
Heißkanal-Offenanschnitte oder Nadelanschnitte |
|
Geeignete Spritzgussmaschine |
650T |
|
Formgröße |
780x520x360mm |
|
Lebensdauer der Form |
Mehr als 300.000Stck. |
Wie lassen sich die Prozessparameter für die Produktion beim Spritzgießen von Wendekisten anpassen?
Als unverzichtbarer Bestandteil der modernen Logistik ist die Optimierung und Anpassung der Prozessparameter für den Spritzguss im Herstellungsprozess von Wendekisten sehr wichtig. Durch die entsprechende Anpassung der Parameter können nicht nur die Ausbeute und Qualität der Produkte verbessert, sondern auch die Produktionskosten gesenkt und gleichzeitig die Produktionseffizienz gesteigert werden. Als Nächstes untersuchen wir, wie die Prozessparameter für den Spritzguss von Wendekisten angepasst werden können.
Zunächst müssen wir die Parameter des Spritzguss-Produktionsprozesses für Stülpschachteln genau verstehen. Zu den Parametern des Spritzguss-Produktionsprozesses gehören Spritzgusstemperatur, Schmelztemperatur, Formtemperatur, Druck, Spritzgussgeschwindigkeit usw. Die korrekte Einstellung dieser Parameter ist für den Spritzguss-Herstellungsprozess von Stülpschachteln von entscheidender Bedeutung.
Zweitens müssen wir über die richtigen Methoden und Techniken verfügen, um die Parameter des Spritzguss-Produktionsprozesses anzupassen. Die Methode „Versuch und Irrtum“ kann zum Experimentieren verwendet werden, indem zunächst ein bestimmter Parameter angepasst wird, die Ausbeute und Qualität des Produkts beobachtet und dann basierend auf der tatsächlichen Situation weitere Anpassungen vorgenommen werden. Gleichzeitig sollten verschiedene Parameter des Produktionsprozesses basierend auf Faktoren wie unterschiedlichen Formen, Materialien und Prozesseigenschaften bestimmt werden.
Drittens ist zu beachten, dass bei der Anpassung der Produktionsprozessparameter des Spritzgusses von Turnover-Boxen wissenschaftliche und strenge Produktionsprinzipien befolgt werden müssen und die Parameter nicht willkürlich geändert werden können, um negative Auswirkungen zu vermeiden. Gleichzeitig sollten zur Gewährleistung der Produktionseffizienz und -qualität regelmäßige Wartungs- und Instandhaltungsarbeiten an den Geräten durchgeführt und die Produktionsprozesse effektiv gesteuert werden.
Kurz gesagt, das Anpassen der Produktionsprozessparameter beim Spritzgießen von Kisten ist ein Prozess, der wissenschaftliche Methoden und Fähigkeiten erfordert. Durch die richtige Anpassung der Parameter können die Produktqualität und die Produktionseffizienz verbessert, die Kosten gesenkt und die Wettbewerbsfähigkeit von Unternehmen gesteigert werden. Gleichzeitig sollten wir auch auf die Einhaltung der Produktionsgrundsätze achten, um die Sicherheit und Stabilität des Produktionsprozesses zu gewährleisten.
Warum müssen Kunststoffformen angestoßen werden?
Kunststoffformen werden häufig im Produktionsprozess von Kunststoffprodukten verwendet. Ihre Funktion besteht darin, während des Kunststoffformungsprozesses eine gute Plastizitätsbehandlung der Materialien durchzuführen, um eine präzise Herstellung von Kunststoffprodukten zu erreichen. Im Produktionsprozess von Kunststoffformen ist die Kollision eine sehr notwendige Aufgabe. Ihre Funktion besteht darin, die Genauigkeit der Form anzupassen, die Qualität des Produkts zu verbessern und die Lebensdauer der Form zu verlängern. Schauen wir uns genauer an, warum Kunststoffformen angestoßen werden müssen.
Erstens dient die Kollision dazu, die Genauigkeit der Form anzupassen. Beim Formenbau führen Bearbeitungsfehler oder Bauteilverschleiß häufig zu Verformungen der Form oder ungenauen Abmessungen. Als effektive Anpassungsmethode kann die Kollision verwendet werden, um die Genauigkeit der Form durch Positionsanpassung, horizontale Anpassung und Fundamentanpassung zu positionieren, zu korrigieren und zu verbessern und sicherzustellen, dass Größe, Form und Genauigkeit des Produkts den Produktionsanforderungen entsprechen.
Zweitens dient die Kollision der Verbesserung der Produktqualität. Im Herstellungsprozess von Kunststoffprodukten wirkt sich die Präzision der Formenherstellung direkt auf die Qualität des Produkts aus. Daher kann durch Anpassen der Form durch Kollision die Stabilität der Formgenauigkeit sichergestellt werden, sodass das Produkt eine stabile Größe und Form behält und dadurch die Produktqualität und -zuverlässigkeit verbessert wird.
Schließlich kann eine Kollision auch die Lebensdauer der Form verlängern. Da die Form durch langfristigen Gebrauch abgenutzt wird, kann die Form durch Kollision rechtzeitig angepasst und repariert werden, wodurch die Form besser geschützt und ihre Lebensdauer verlängert wird.
Zusammenfassend ist die Kollision von Kunststoffformen sehr wichtig, da sie die Genauigkeit der Formen anpassen, die Produktqualität verbessern und die Lebensdauer der Formen verlängern kann. Daher ist es notwendig, die Formen während des Gebrauchs häufig anzupassen, um ihren guten Betriebszustand und ihre Produktionseffizienz sicherzustellen und die Entwicklung von Kunststoffprodukten weiter voranzutreiben.
Design für Produkt und Form

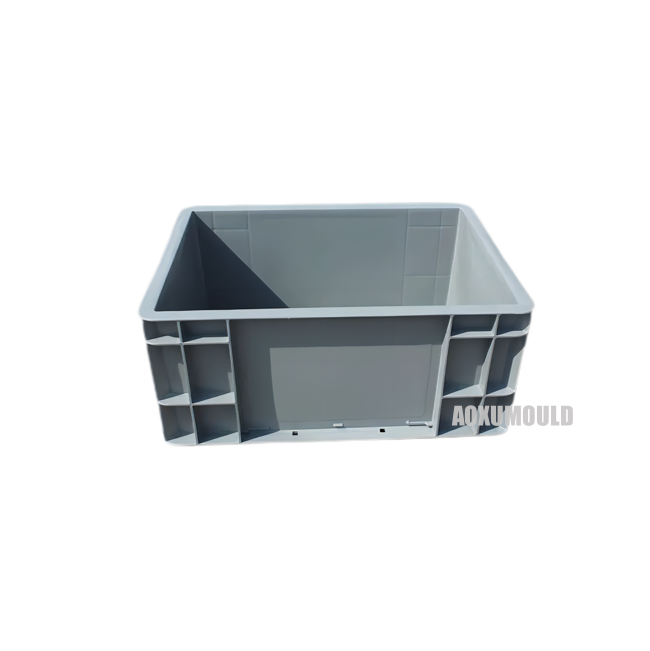
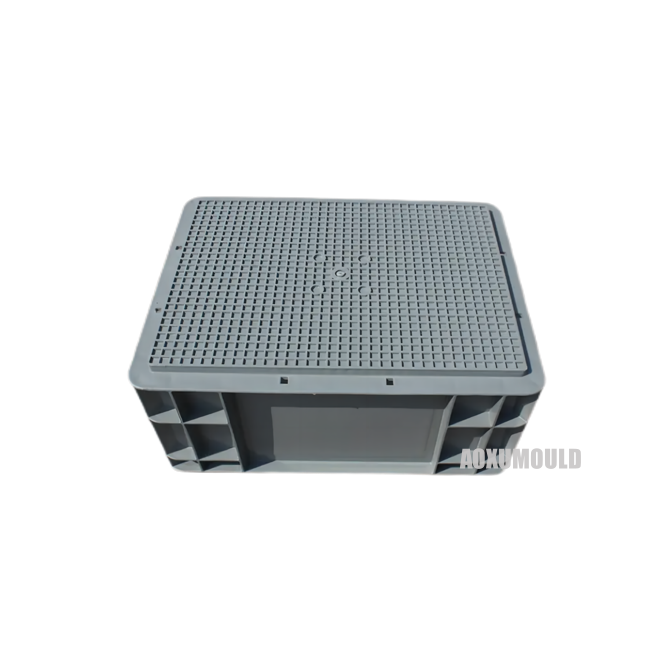
Was sind die üblichen Entformungsstrukturen für Wendekistenformen?

Wendekistenformen sind ein gängiger Formentyp, der in der Logistik, Lagerhaltung und anderen Bereichen weit verbreitet ist. Die Wahl einer geeigneten Entformungsstruktur kann die Lebensdauer und Produktionseffizienz der Form effektiv verbessern. Im Folgenden finden Sie einige gängige Entformungsstrukturen für Wendekistenformen.
1. Top-Out-Struktur: Die Wendeboxform ist innen mit einem Top-Out-Mechanismus ausgestattet, der die Top-Out-Platte drückt, um die Wendebox aus der Form zu drücken. Die Auswerferstruktur eignet sich für Situationen, in denen das Design von Wendeboxformen relativ einfach ist und keine komplexen Vorgänge erfordert, und bietet die Vorteile einer einfachen Bedienung und einer hohen Produktionseffizienz.
2. Zugstangenstruktur: Die Wendekastenform ist innen mit einem Zugstangenmechanismus ausgestattet, der gezogen werden kann, um den Wendekasten aus der Form zu entfernen. Die Zugstangenstruktur eignet sich für Situationen, in denen das Design von Wendekastenformen komplex ist und einen gewissen Kraftaufwand erfordert, und bietet die Vorteile einer hohen Extraktionskraft und guten Stabilität.
3. Side-Out-Struktur: Die Wendekastenform ist seitlich mit einem Side-Out-Mechanismus ausgestattet, der den Wendekasten seitlich aus der Form drückt. Die Side-Out-Struktur eignet sich für größere Wendekastenformdesigns und ist nicht für Situationen geeignet, in denen Top-Out- oder Zugstangen verwendet werden. Sie bietet die Vorteile einer einfachen Bedienung und einer hohen Produktionseffizienz.
4. Separate Struktur: Die Form der Wendekiste und die Wendekiste haben ein separates Design, wobei die Wendekiste in zwei Teile geteilt wird und die Wendekiste durch Zerlegen eines Teils aus der Form entfernt wird. Die getrennte Struktur eignet sich für Situationen, in denen die Wendekiste relativ groß ist und andere Entformungsstrukturen nicht geeignet sind, und bietet die Vorteile einer einfachen Bedienung und einer hohen Produktionseffizienz.
Prüfung der Form für Kunststoff-Wendekisten
Paket & Lieferung

Formkomponenten
Formstahl

Heißkanalsystem

Standardteile

Häufig gestellte Fragen
Warum uns wählen
1) Gute Qualität und wettbewerbsfähiger Preis;
2) Wir verfügen über umfangreiche Designerfahrung, um Sie zufriedenzustellen;
3) Das Angebot wird nach Ihrer Anfrage bei uns eingereicht;
4) Wir werden jede Woche Formentechnologie und Fotos bereitstellen;
5) Die Muster werden Ihnen zur Bestätigung kostenlos per Kurier zugesandt;
6) Nach Bestätigung aller Prozesse unserer Arbeits-, Verpackungs- und Transportformen;
7) Fleiß, Aufrichtigkeit, Ehrlichkeit und Verantwortungsbewusstsein zeichnen uns aus.
Kundenfeedback






