


Schimmelspezifikationen
|
Schimmelpilzname |
Plastikschirme |
|
Produktmaterial |
PP, Kunststoff |
|
Produktgröße |
295x295x50mm |
|
Produktgewicht |
300 Gramms |
|
Schimmelmaterial für Hohlraum &. Kern |
P20, 718 |
|
Schimmelpilzbasis |
P20, 718H |
|
Injektionssystem |
Kalter Läufer |
|
Geeignete Injektionsmaschine |
350T |
|
Schimmelpilzgröße |
510x510x150mm |
|
Schimmellebensdauer |
Mehr als 500, 000 pcs |
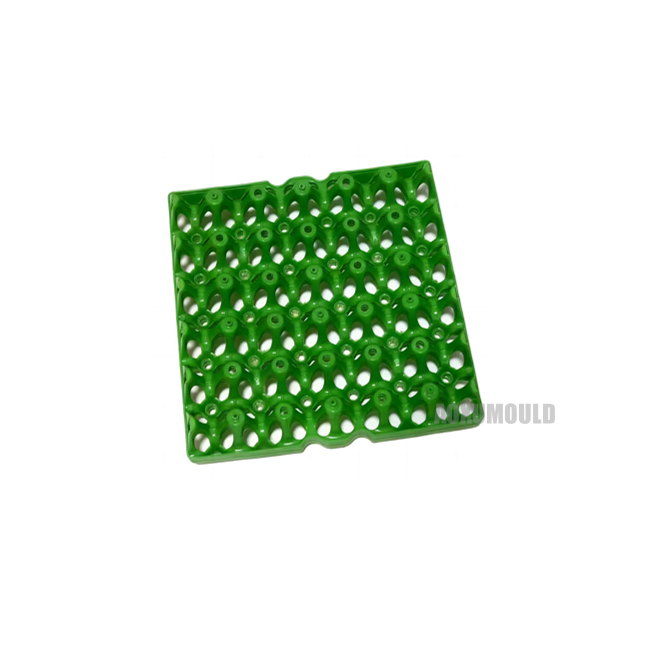
WarumCHooseTo UsePlasticEggTStrahl?
Plastik -Eierschale ist ein sehr praktisches Küchenutensilien, das viele Vorteile hat und uns viel Bequemlichkeit und Bequemlichkeit bringen kann.
Erstens sind Plastikeier leichter, leichter zu reinigen und weniger anfällig für Rosten als herkömmliche Metalleischalen. Wenn wir normalerweise Metall -Eierschalen verwenden, stellen wir oft fest, dass das Metallmaterial leicht schmutzig wird und es schwierig zu reinigen ist. Kunststoffschalen sind nicht nur leicht, sondern auch bequemer und effizienter zu bedienen. Sie können mit nur einer einfachen Spülung gereinigt werden, um unsere Arbeitsbelastung zu verringern.
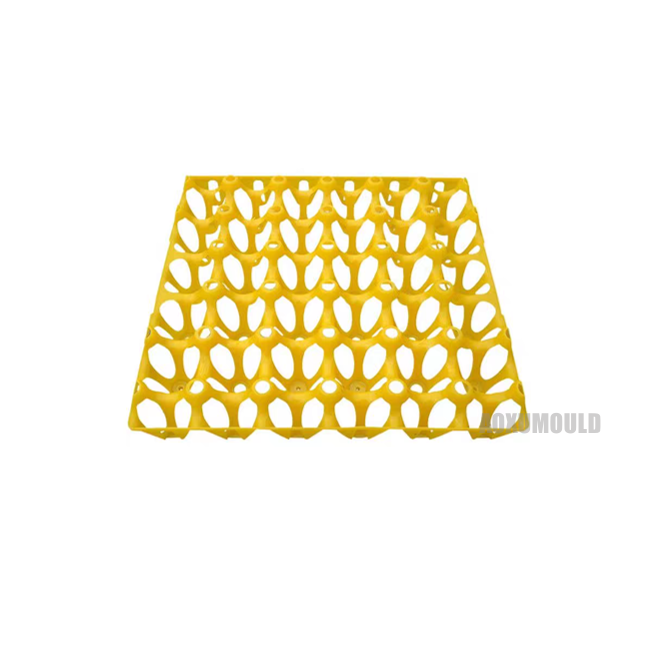
Zweitens ist das Erscheinungsbild von Plastikeischalen mit leuchtenden Farben und neuartigen Stilen, die mit verschiedenen Küchendekorationen übereinstimmen können, um die Gesamt Schönheit der Küche zu erhöhen. Wenn wir es verwenden, können wir unsere bevorzugten Farbkombinationen gemäß den persönlichen Vorlieben auswählen, was ein Gefühl von Spaß und dekorativem Effekt verleiht.
Noch einmal haben Plastikschalen bestimmte Anti -Slip -Eigenschaften, die es für Eier schwierig machen, beim Aufbringen auf das Tablett abzurutschen, Eierkollisionen zu vermeiden und die Schadensraten zu senken. Bei der Verwendung herkömmlicher Metalleischalen stoßen wir häufig auf Situationen, in denen Eier ausrutschen, wodurch sie platzen und unnötige Abfälle erhöhen. Kunststoffschalen haben bestimmte Anti -Slip -Eigenschaften, die Eier effektiv schützen, die Lagerzeit verlängern und Lebensmittelabfälle reduzieren können.
Schließlich sind Plastikeischalen erschwinglich und haben eine lange Lebensdauer, was sie zu einem wirtschaftlichen Küchengerät macht. Beim Kauf von Küchenutensilien betrachten wir normalerweise den Preisfaktor, und Plastikeischalen sind billig, kostengünstig, haben eine lange Lebensdauer, sind nicht leicht beschädigt und sind ein sehr praktischer Haushaltsgegenstand.
WieTo deKündigungTErTypeAndPIdierungOf INunkenGaßFoderPlasticEggTStrahlSchimmel?

Kunststoffschalen sind ein übliches Haushaltsgegenstand, das während des Produktionsprozesses mit Injektionsformtechnologie hergestellt wurde. Das Injektionstor ist ein sehr wichtiger Bestandteil des Injektionsformels, der die Formqualität und die Prozesseffizienz des Produkts direkt beeinflusst. Im Folgenden werde ich die Arten und Positionen von Injektionsformtoren für Plastikeischalen ausführlich analysieren.
Schauen wir uns zunächst die Arten von Injektionsformtoren an. Bei kleinen Produkten wie Plastikeischalen sind die häufig verwendeten Injektionsformtortypen das Point-Blocking-Tor, das Seitenblockierungstor und das direkte Tor. Point Blocking Gate ist eine Art von Tor, die geschmolzene Kunststoff in einen Formhöhlen von einer oder mehreren Seiten eines Produkts injiziert, das für Produkte mit relativ flachen Oberflächen geeignet ist. Das Side Blocking Gate wird verwendet, um geschmolzene Kunststoff von einer Seite der Form in die Formhöhle zu injizieren, und eignet sich für Situationen, in denen die Produktoberfläche ungleiche Texturen aufweist. Direktes Gossengate wird verwendet, um geschmolzenes Kunststoff direkt von der Oberseite des Produkts in die Formhohlheit zu injizieren, die für Produkte mit einfachen Formen geeignet ist. Bei der Auswahl der Art des Injektionsformtors müssen basierend auf den Design- und Produktionsanforderungen des Produkts eine angemessene Auswahl getroffen werden.
Lassen Sie uns als nächstes über den Ort des Injektionsformtors sprechen. Bei Produkten wie Plastikeischalen ist es üblich, Tore an den Rändern des Produkts zu setzen, um den Eintritt von Kunststoff in den Formhohlraum zu erleichtern und das gesamte Produkt zu füllen. Gleichzeitig kann es auch das Auftreten von Blasen und kurzen Materialien während des Injektionsprozesses verringern und die Qualität der Produktform sicherstellen. Bei der Auswahl der Injektionstorposition müssen Faktoren wie die Erscheinungsanforderungen des Produkts, die Schwierigkeit des Formens und die Nachbehandlung des Tors berücksichtigt werden, um letztendlich die am besten geeignete Position zu bestimmen.
Um die Erscheinungsqualität und Produktionseffizienz des Produkts zu verbessern, können einige Optimierungen in der Produktdesign und der Schimmelpilzstruktur vorgenommen werden. Durch die Erhöhung der Anzahl der Schimmelpilzhöhlen, die Einrichtung von Ejektorstiften oder Abgabesystemen können beispielsweise die Formgenauigkeit und Produktionseffizienz von Produkten verbessert werden. Gleichzeitig können spezielle Prozesstechnologien wie die Hot Runner -Technologie und laminierte Formtechnologien auch in Betracht gezogen werden, um die Qualität und Produktionseffizienz des Produkts weiter zu verbessern.
Designs für Produkt &. Schimmel

FortschrittArrangement vonPlasticEggTStrahlINunkenSchimmel PRokessing
Der Verarbeitungsplan der Injektionsform für Kunststoff -Eierschalen sollte einem systematischen Prozess folgen, kombiniert mit Schimmelpilzherstellungstechnologie und Projektmeilensteinen für die Planung. Das Folgende ist der Rahmen für die Planung des Verarbeitungsfortschritts von Aoxu -Schimmelpilz.
1. Entwurfsphase (5-10 Tage)
Anforderung Analyse: Klärung der Produktspezifikationen (Größe, Anzahl der Löcher, Demolding -Steigung usw.) und Schimmel Lebensdauer.
Gestaltung des Schimmelpilzstruktur: Vervollständigen Sie das Design von 3D -Abschied, Gossensystem (Point Gate oder Side Gate), Kühlsystem und Ejektormechanismus.
Zeichnungsausgang: Erzeugen Sie Bearbeitungszeichnungen, Montagezeichnungen und Elektrodendesignzeichnungen und bestätigen Sie die wichtigsten Toleranzen (wie ± 0. 05mm) mit dem Kunden.
2. Materialvorbereitung (3-5 Tage)
Schimmelpilzbasisbeschaffung: Wählen Sie Standard-Formbasen (z. B. LKM-Standard) basierend auf Formgröße oder passen Sie nicht standardmäßige Schimmelpilzbasen an.
Stahlbestellung: Für den Hohlraum/Kern werden vorgeschalteter Stahl (z. B. P20 oder 718H) ausgewählt, und für den Ejektorstift und der Schieberegler werden Materialien mit hoher Härte (z. B. H13) verwendet.
Vorbereitung von ausgelagerten Teilen: Heißläufersystem vorbestellen und Standardteile (Federn, Führungssäulen usw.).
3. Verarbeitungsstufe (15-25 Tage)
Raue Bearbeitung: CNC -Mahlen der Form der Formbasisreferenz und Hohlraumkontur mit einer reservierten Präzisionsbearbeitungszulage von 0. 2-0. 3mm.
Wärmebehandlung: Vakuumlöschung wird an Teilen durchgeführt, die eine hohe Härte erfordern (wie Härte HRC 48-52).
Präzisionsbearbeitung:
Präzisionsfräsen: Vervollständigen Sie die Bearbeitung der Hohlraumoberfläche (es wird empfohlen, eine Fünf -Achsen -Werkzeugmaschine zu verwenden).
Elektrische Entladungsbearbeitung (EDM): Verarbeitungsbereiche, die CNC nicht verarbeiten können, wie z. B. tiefe Rillen und scharfe Ecken.
Drahtschnitt: Präzisionslochverarbeitung wie Ejektorstiftlöcher und Einfügen von Schlitzen.
Oberflächenbehandlung: Polieren Sie den Hohlraum an die Spiegeloberfläche (ra weniger als oder gleich 0. 1 μm) und führen Sie bei Bedarf eine Nitriding -Behandlung durch.
4. Versammlung und Inbetriebnahme (5-7 Tage)
Komponentenbaugruppe: Installieren Sie das Ejektorsystem und den Kühlwasserkreis (für den ein 3MPa -Drucktest erforderlich).
Schimmelpilz -Fit -Test: Überprüfen Sie die Anpassung der Part -Oberfläche (Spalt weniger als oder gleich 0. 02mm) und die Glätte der Schiebereglerbewegung.
Vorabnahme: Führen Sie leere Schimmelpilze in der Formfabrik durch und zeichnen Sie wichtige dimensionale Daten auf.
5. Versuchsformen und Optimierung (3-5 Tage)
Erstes Versuchsformular (T1): Überprüfen Sie die Injektionsformparameter (Materialtemperatur, Haltezeit) und den Product Demolding Effect.
Problemkorrektur:
Passen Sie die Tiefe der Auspuffnut ein (normalerweise 0. 02-0. 03mm).
Optimieren Sie das Layout des Kühlwassersystems, um die Zykluszeit zu verkürzen.
Fixieren Sie Blitz- oder Schrumpfprobleme (durch Reduzierung des Einspritzdrucks oder Änderung der Gate -Größe).
PRE -Produktionsstudienform (T 2- T3): Produzieren Sie kontinuierlich 100-200 Formen, um die Stabilität zu überprüfen.
Test vonPlastikschirme
Paket &. Lieferung

Schimmelkomponenten
Schimmelstahl

Heiß Läufer System

Standardteile

Häufig gestellte Fragen
Feedback der Kunden






