



Schimmelspezifikationen
|
Schimmelpilzname |
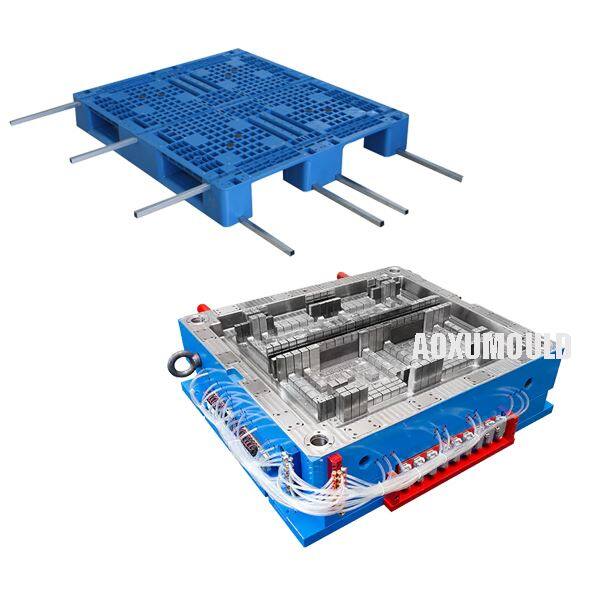
Hochleistungs-Palettenform |
|
Produktmaterial |
HDPE, Plastik |
|
Produktgröße |
1085x1085x145mm |
| Produktgewicht |
25,6 kg |
|
Schimmelmaterial für Hohlraum &. Kern |
P20 |
|
Schimmelpilzbasis |
C45 |
|
Injektionssystem |
Heißer Läufer |
|
Geeignete Injektionsmaschine |
3000T |
|
Schimmelpilzgröße |
1550x1550x880mm |
|
Schimmellebensdauer |
mehr als 300, 000 pcs |
Materialien und Produktionsprozess von Hochleistungs-Palettenformen

Materialien, die in schweren Palettenformen verwendet werden
Hochleistungs-Palettenformen müssen hohem Druck, Abrieb und wiederholtem Gebrauch standhalten, sodass sie typischerweise aus hochwertigen Tool-Stählen mit speziellen Behandlungen hergestellt werden:
1. Kernformmaterialien
P20 Stahl-ein üblicher vorgehärteter Stahl (HRC 28-32) für mittelschwere Formen.
718H Stahl (modifiziertes P20) - Höhere Härte (HRC 32-36) und bessere Polituren für lange Produktionsläufe.
H13 Stahl (Heißwerkwerkzeugstahl)-Ausgezeichneter Wärmewiderstand (HRC 48-52), verwendet für die Produktion mit hoher Volumen.
S136 / Edelstahl-für korrosionsbeständige Formen (z. B. Paletten mit Lebensmittelqualität).
2. Oberflächenbehandlungen (Verbesserung der Haltbarkeit)
Nitriding - Erhöht die Oberflächenhärte und den Verschleißfestigkeit.
Hartchrombeschichtung - reduziert die Reibung und verhindert Korrosion.
Titannitrid (Zinn) -beschichtung - verlängert die Schimmellebensdauer unter Schleifbedingungen.

Produktionsprozess von Hochleistungs-Palettenformen
1. Design & Engineering
3D -CAD -Modellierung - sorgt für präzise Dimensionen für die Palettenstärke und -funktionalität.
CAE -Analyse - simuliert Injektionsfluss, Kühlung und Spannungsverteilung.
2. CNC -Bearbeitung
Raue Bearbeitung - Mahlen der Grundform aus Stahlblöcken.
Präzisions-CNC-Bearbeitung-Hochschulabschnitt von Hohlräumen, Kernen und Auswerfern.
EDM (elektrische Entladungsbearbeitung) - für komplizierte Details und scharfe Kanten.
3. Wärmebehandlung und Härten
Quenching & Tempering - Verbessert die Stahlhärte (z. B. H13 Stahl bis HRC 50).
Stressbekämpfung-verhindert das Verziehen während des langfristigen Gebrauchs.
4. Oberflächenbearbeitung und Polieren
Handbuch/CNC Polieren - sorgt für glatte Palettenoberflächen (verhindert das Kleben).
Texturanwendung-fügt bei Bedarf Anti-Rutsch-Muster hinzu.
5. Montage & Testing
Schimmelpilzbaugruppe - Anpassungsstifte, Schieberegler und Kühlkanäle.
Versuchsinjektion - Tests Schimmelleistung und Palettenqualität.
Design für Produkt &. Schimmel

Überlegungen zum wichtigsten Design
|
A. Tragende Struktur Dicke Rippen und verstärkte Beine für hohe statische/dynamische Lasten. Optimierte Wandstärke (typischerweise 3–5 mm), um Stärke und Gewicht auszugleichen. B. Draft -Winkel & Teilveröffentlichung 1–3 Grad Entwurfswinkel an vertikalen Wänden zum einfachen Ausstoß. Glätte Übergänge, um Spannungskonzentrationen zu vermeiden. C. Anti-Waring-Design Ausgewogene Kühlkanäle, um ungleichmäßige Schrumpfung zu verhindern. Symmetrische Rippenmuster für einheitliche Stärke. D. Anpassungsoptionen Nestable/stapelbare Designs für platzsparende Lagerung. Forklift -Einstiegspunkte (4- Way oder 2- Way -Zugriff). Entwässerungslöcher (für den Außen-/Reinraum -Gebrauch).
|
Paket &. Lieferung

Schimmelkomponenten
Schimmelstahl

Hot Runner System

Standardteile

Vorteile des Hinzufügens verstärkter Stahl zu Hochleistungspaletten
|

Feedback der Kunden






