



Schimmelspezifikationen
|
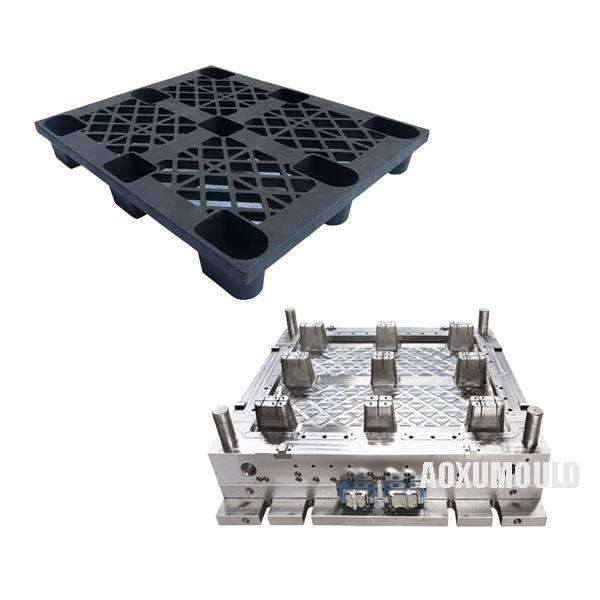
Schimmelpilzname |
Dynamische Palettenform |
|
Produktmaterial |
HDPE, Plastik |
|
Produktgröße |
1200x1100x140mm |
| Produktgewicht |
10,5 kg |
|
Schimmelmaterial für Hohlraum &. Kern |
P20 |
|
Schimmelpilzbasis |
C45 |
|
Injektionssystem |
Heißer Läufer |
|
Geeignete Injektionsmaschine |
2850T |
|
Schimmelpilzgröße |
1980x1860x900mm |
|
Schimmellebensdauer |
mehr als 500, 000 pcs |
Schlüsselmerkmale dynamischer Palettenformen
1. Complex Design - Diese Formen erzeugen Paletten mit beweglichen Teilen (z. B. rotierende Abschnitte, zusammenklappbare Beine oder einstellbare Höhen), um eine bessere Speicherung und Transporteffizienz zu erhalten.
A. Bewegungsmechanismen (Schieberegler, Scharniere, Lifter)
>Unterschnitte Handhabung - Use Seitschieber, Lifter oder hydraulische Kerne zum Falten\/zusammenklappbaren Merkmalen.
>Glätte Bewegungsbewegung - ordnungsgemäße Entwurfswinkel (1–3 Grad), um das Kleben zu verhindern.
>Verschleißfestigkeits-Stahleinsätze (H13\/S136) in Hochfriktionsbereichen.
B. Optimierung der Wandstärke
>Gleichmäßige Dicke (3–5 mm) - Vorstellungen\/Spülenmarkierungen.
>Rippenverstärkung - die Festigkeit ohne überschüssiges Material.
2. Hohe Präzisionsfestigkeit glattes Bewegung dynamischer Komponenten (Scharniere, Schieberegler oder ineinandergreifende Mechanismen).
3. Denkbarer Konstruktion-aus gehärtetem Stahl (z. B. P20, H13 oder S136) hergestellt, um Hochdruckinjektionszyklen standzuhalten.
4. Optionen für Multikaven- oder Familienform-die Massenproduktion von Paletten oder mehreren Komponenten in einem einzigen Zyklus.
5. Vergrößerte Ejektionssysteme - verwendet hydraulische, pneumatische oder mechanische Ejektoren, um komplexe Teile ohne Beschädigung freizusetzen.
>Stripperplatten oder Ejektorstifte - für komplexe Geometrien.
>Verzögerter Ausstoß-für mehrstufige bewegliche Teile.
Herstellungsprozess dynamischer Palettenform

- Design &. Maschinenbau
Schritt 1: Produkt- und Schimmeldesign
>3D -Modellierung (CAD) - Ingenieure erstellen ein detailliertes Design der dynamischen Palette (einschließlich beweglicher Teile wie Scharnieren, zusammenklappbaren Beinen oder Walzen).
>Formflussanalyse - Simulationssoftware (z. B. Moldflow) über potenzielle Defekte (Verzerrungen, Luftfallen oder ungleiche Kühlung).
>Strukturanalyse - stellt sicher, dass die Form hoher Injektionsdrücke standhalten kann.
Schritt 2: Formlayout &. Kern-\/Hohlraumplanung
>Teilungslinienbestimmung - entscheidet, wo sich die Form in Kern und Hohlraum aufteilt.
>Slider &. Lifter -Platzierung - für Unterschnitte (z. B. Faltmechanismen).
>Auswurf des Systems - sorgt für eine reibungslose Demoldung komplexer Teile.
- Materialauswahl und Stahlbearbeitung
Schritt 3: Auswahl von Formstahl
>Häufige Noten für Palettenformen:
>P20 - Gutes Gleichgewicht zwischen Kosten und Haltbarkeit (~ 300, 000 Shots).
>H13 (Heiße Arbeitstahl)-für hochverrückte Bereiche (~ 1 m+ Schüsse).
>S136 (Edelstahl)-Korrosionsresistent für palettenweise Lebensmittel.
Schritt 4: CNC -Bearbeitung
>Raue Bearbeitung - Stahlblöcke werden in Basisformen geschnitten.
>Precision CNC -Mahlen\/Drehung - Erstellt Kern- und Hohlraum mit engen Toleranzen (± 0. 02mm).
>EDM (elektrische Entladungsbearbeitung) - für komplizierte Details (z. B. strukturierte Oberflächen).
>Schleifen &. Polieren-sorgt für glatte Formoberflächen für fehlerfreie Paletten.
- Montage &. Beschlag
Schritt 5: Schimmelpilzbasisbaugruppe
>Pins und Buchsen führen - ordnungsgemäß ausgerichtet.
>Ejektorstifte - zur Teilentfernung.
>Schieberegler &. Lifter - für bewegliche Palettenkomponenten.
Schritt 6: Integration des Hot Runner -Systems (falls zutreffend)
>Verteiler Installation - Verteilt geschmolzene Kunststoff.
>Düsen- und Heizungsaufbau - behält einen konstanten Schmelzfluss.
- Test &. Anpassungen
Schritt 7: T1 -Beispielversuch
>Erstschuss-Inspektion-Überprüfungen auf Mängel (Spülenmarkierungen, Blitz oder Verziehen).
>Dimensionale Überprüfung - stellt sicher, dass die Palette die Spezifikationen erfüllt.
>Funktionstests - Überprüft bewegliche Teile (Falten, Verschachtelung usw.).
Schritt 8: Feinabstimmung
>Anpassen von Kühlkanälen - Optimiert die Zykluszeit.
>Ausgleichfluss - verhindert eine ungleichmäßige Füllung.
Massenproduktion &. Qualitätskontrolle
>Schritt 9: Produktionslauf
>Injektionsformmaschine Setup - Klemmkraft (500 - 4000+ Tonnen).
>Prozessüberwachung - Temperatur, Druck und Zykluszeitregelung.
Schritt 10: Qualitätsprüfungen
>DPI (dimensionale Produktinspektion) - Überprüft Toleranzen.
>Lasttests - stellt sicher, dass die Palette die Gewichtskapazität erfüllt.
>Haltbarkeitstests - Wiederholte Falt-\/Entfaltungszyklen.
Designs für Produkt &. Schimmel

Hot Runner -Technologie

1. Was ist ein Hot Runner -System?
Ein heißes Läufersystem ist eine fortschrittliche Injektionsformkomponente, die geschmolzene Kunststoff in einem flüssigen Zustand hält, wenn es von der Maschinendüse in die Formhohlräume wandert. Im Gegensatz zu kalten Läufersystemen (die als Abfall festigen und verworfen werden) beseitigen heiße Läufer Materialabfälle und verbessern die Zykluszeiten.
Schlüsselkomponenten:
Verteiler - verteilen Sie geschmolzene Kunststoff gleichmäßig auf mehrere Hohlräume.
Heizgeräte - Maße Kunststoff bei optimaler Temperatur.
Düsen - Kontrolle fließen in jeden Schimmelpilzhöhle.
Temperaturcontroller - Voraussichtliche Wärmeregulierung.
2. Warum heißen Runner -Systeme für dynamische Palettenformen verwenden?
Vorteile:
>Es werden keine materiellen Abfälle - im Gegensatz zu kalten Läufern, kein Anguss oder Läufer verworfen (senkt die Kosten für große Paletten).
>Schnellere Zykluszeiten - plastische bleibt geschmolzen und verkürzen die Kühl- und Ausschläge.
>Besserer Teilqualität - Konsistenter Fluss reduziert Defekte wie Waschbecken oder Verzerrungen.
>Multi-Cavity-Effizienz-ideal für die Pallet-Produktion mit hoher Volumen.
>Energieeinsparungen - freie Wiederaufbereitung von verschwendeten Kunststoff.
Nachteile:
>Höhere anfängliche Kosten - komplexer als Kaltläufersysteme.
>Wartung erforderlich - Nozzles und Heizungen müssen regelmäßig geprüft werden.
>Nicht ideal für alle Materialien - einige thermisch empfindliche Kunststoffe (z. B. PVC) können sich abbauen.
3. Arten von Hot Runner -Systemen
|
Typ |
Beschreibung |
Am besten für |
|
Offenes Tor |
Einfaches Düsendesign, keine Ventilsteuerung. |
Dickwandige Paletten, HDPE\/PP. |
|
Ventiltor |
Verwendet ein mechanisches Ventil, um den Durchfluss zu steuern. |
Dynamische Paletten mit hoher Präzision (verhindert sabbern). |
|
Thermaltor |
Hitzekontrollierte Absperrung. |
Kleine bis mittlere Palettenformen. |

4. Hot Runner gegen Cold Runner für Palettenformung
|
Besonderheit |
Heißer Läufer |
Kalter Läufer |
|
Materialverschwendung |
Keiner |
15–30% Abfall (Sprue & Läufer) |
|
Zykluszeit |
Schneller (keine Läuferkühlung) |
Langsamer (Muss Läufer) |
|
Schimmelpilze |
Höhere anfängliche Kosten |
Niedrigere Anfangskosten |
|
Am besten für |
Palletproduktion mit hoher Volumen |
Pallets mit niedrigem Volumen oder Prototypen |
5. Wartungstipps für heiße Läuferformen
Regelmäßige Reinigung - Prevents für Plastikabbau Verstopfung von Düsen.
Temperaturüberwachung - Vorhersage oder Einfrieren.
Düseninspektionen - nach Verschleiß oder Lecks überprüfen.
Paket &. Lieferung

Schimmelkomponenten
Schimmelstahl

Hot Runner System

Standardteile

Wie kann man dynamische Palettenformen von Matainenz?
1. Reinigen Sie die Form regelmäßig: Es ist entscheidend, die Form nach jedem Gebrauch zu reinigen, um alle Abfälle, Staub oder Rückstände zu entfernen, die sich möglicherweise angesammelt haben. Verwenden Sie eine weiche Bürste oder ein Tuch, um die Form vorsichtig zu reinigen und zu vermeiden, dass Sie harte Chemikalien verwenden, die die Oberfläche beschädigen können. 2. Auf Verschleiß untersuchen: Inspizieren Sie regelmäßig die Form auf Anzeichen von Verschleiß, wie Risse, Chips oder Kratzer. Wenn Schäden festgestellt werden, ist es wichtig, die betroffenen Teile zu reparieren oder zu ersetzen, um eine weitere Verschlechterung zu verhindern. 3. Schmieren Sie bewegliche Teile: Um einen reibungslosen Betrieb zu gewährleisten, schmieren Sie die beweglichen Teile der Form regelmäßig mit einem geeigneten Schmiermittel. Dies wird dazu beitragen, die Reibung zu verringern und zu verhindern, dass die Teile vorzeitig abgenutzt werden. V. Überprüfen Sie regelmäßig die Ausrichtung der Formkomponenten und nehmen Sie alle erforderlichen Anpassungen vor, um genaue und konsistente Formteile sicherzustellen. 5. Lagern Sie die Form ordnungsgemäß: Wenn Sie nicht verwendet werden, lagern Sie die Form in einer trockenen und sauberen Umgebung, um Korrosion und Beschädigung zu vermeiden. Vermeiden Sie es, die Form in direktem Sonnenlicht oder extremen Temperaturen aufzubewahren, die sich auf ihre Integrität auswirken können. 6. Befolgen Sie die Richtlinien des Herstellers: Schließlich befolgen Sie die Wartungsrichtlinien des Herstellers für die spezifischen dynamischen Palettenformen, die Sie verwenden. Diese Richtlinien liefern wertvolle Informationen darüber, wie die Form ordnungsgemäß betreut und aufrechterhalten wird, um eine optimale Leistung und Langlebigkeit zu gewährleisten.
|
FAQ
>1. Welche Arten von dynamischen Palettenformen aus Kunststoff produzieren Sie?
Wir sind spezialisiert auf die Herstellung einer breiten Palette von dynamischen palettenförmigen Kunststoffformen, einschließlich stapelbarer Palettenformen, reversiblen Palettenformen, Exportpalettenformen und maßgeschneiderten Palettenformen, um den spezifischen Bedürfnissen unserer Kunden zu erfüllen.
>2. Können Sie eine dynamische palettenförmige Kunststoffform entsprechend unseren Anforderungen anpassen?
Ja, wir haben ein Team erfahrener Ingenieure und Designer, die mit Ihnen zusammenarbeiten können, um eine maßgeschneiderte dynamische palettenförmige Kunststoffform zu erstellen, die Ihren einzigartigen Spezifikationen und Anforderungen entspricht.
>3. Mit welchen Materialien herstellen Sie, um Ihre dynamischen Palettenformen herzustellen?
Wir verwenden qualitativ hochwertige und langlebige Materialien wie PP, PE, HDPE und PET, um unsere dynamischen Kunststoffpaletten herzustellen, um sicherzustellen, dass sie stark, langlebig und gegen Verschleiß beständig sind.
>4. Wie lange dauert es, eine dynamische Palettenform herzustellen?
Die Herstellungszeit für eine dynamische palettenförmige Kunststoffform kann je nach Komplexität des Designs und den spezifischen Anforderungen des Kunden variieren. Im Allgemeinen dauert es ungefähr 55-65 Tage.
>5. Können Sie uns bei der Wartung und Reparatur unserer dynamischen palettenförmigen Kunststoffform unterstützen?
Ja, wir bieten Wartungs- und Reparaturdienste für unsere dynamischen Palettenformen für Kunststoff an, um sicherzustellen, dass sie lange Zeit in optimalem Betriebszustand bleiben. Unser Technikerteam steht bei Bedarf zur Verfügung, um Hilfe zu leisten.
>6. Was ist Ihre Preisstruktur?
Die Kosten hängen von: Schimmelkomplexität (Anzahl der Hohlräume, Objektträger usw.), Material- und Stahlqualität und Produktionsvolumen. Ich habe ein maßgeschneidertes Zitat!
>7. Was unterscheidet Ihr Unternehmen von anderen dynamischen Palettenformherstellern?
Unser Unternehmen zeichnet sich durch sein Engagement für Qualität, Effizienz und Kundenzufriedenheit aus. Wir verwenden die neuesten Technologie- und Herstellungsprozesse, um qualitativ hochwertige dynamische Palettenformen zu erstellen, die den höchsten Branchenstandards entsprechen. Darüber hinaus priorisieren wir den Kundenservice und bemühen uns, lang anhaltende Beziehungen zu unseren Kunden aufzubauen.
Feedback der Kunden






